
Vous vous souvenez, il y a quelques temps ma fraiseuse s’est « mise à jour » en s’auto fabricant un support de DREMEL en PEHD. Et bien voilà qu’elle remet ça. Je me suis décidé à remplacer ma table de fraisage en bois par une en PVC avec un système de réglage de l’assiette afin de pouvoir corriger d’éventuels défauts d’alignement ( oui, oui, il y en a un peu… ). Mais avant de remplacer cette table, il faut régler un problème avec les supports des barres de guidage. Les supports sont surélevés avec des rondelles pour permettre le passage des chariots sur douilles à billes. Seulement voilà, avec le poids de la machine, les rondelles commencent à s’enfoncer dans le bois qui n’est pas assez dur (MDF).

J’ai donc entrepris de fraiser des semelles en PEHD pour les supports. Après de longues minutes d’attente voilà mes 4 pieds prêts à poser.

Les semelles sont parfaitement ajustées et répartissent le poids de la machine sur le socle en bois.

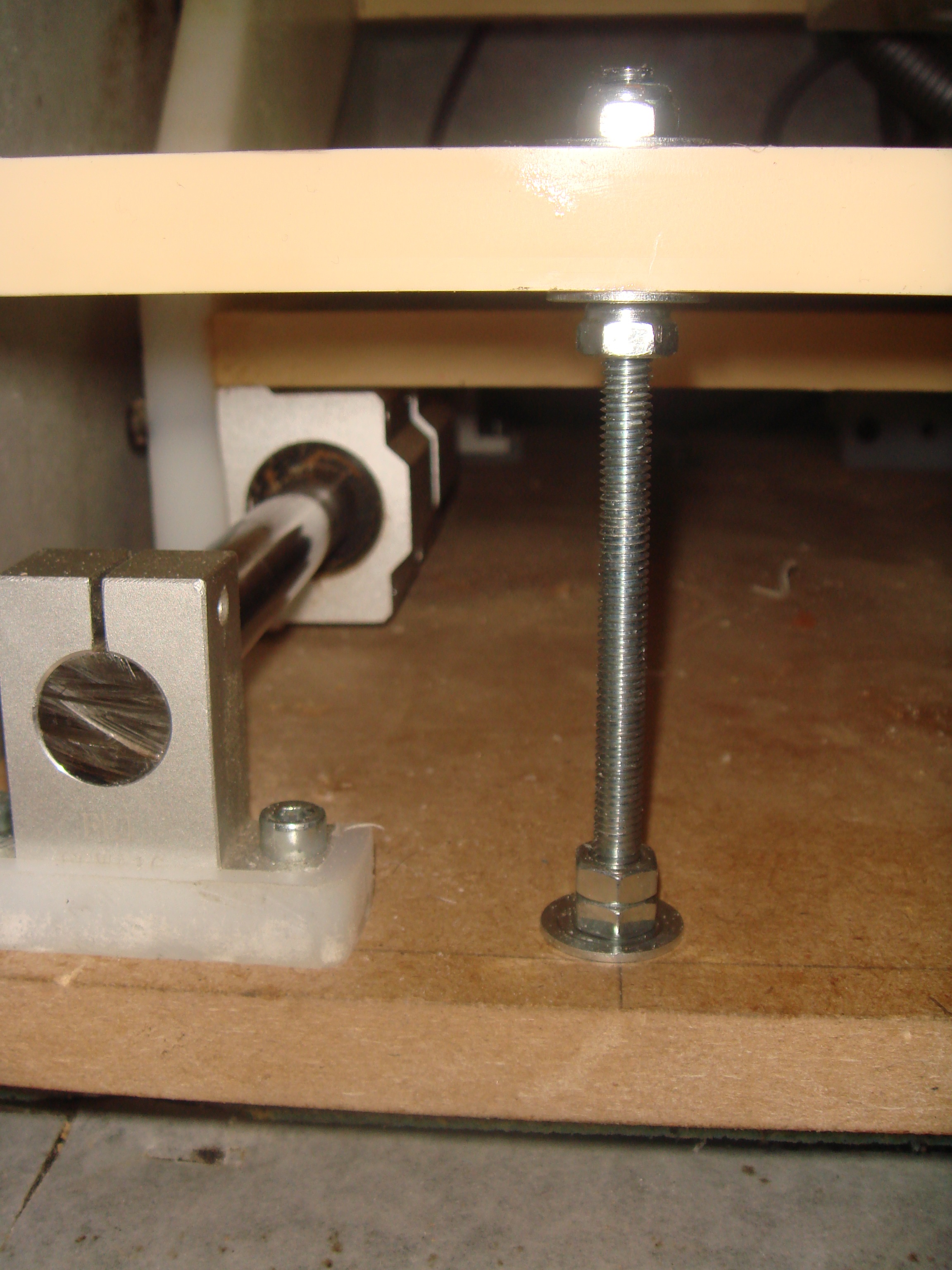
Les bases sont posées, on peut remplacer la table de fraisage. C’est une plaque de PVC très rigide de 15mm d’épaisseur. Elle est montée sur 4 tiges filetées de 6mm afin de pouvoir ajuster précisément sa hauteur. Le pas d’une vis M6 étant de 1mm, ça signifie qu’en serrant l’écrou de réglage d’1 tour je pourrais monter ou descendre la table d’1mm. L’ajustement est donc particulièrement précis.


{kind=link}
Ma table étant ajustable, il faut trouver un moyen précis pour calculer la hauteur requise au 4 coins en corrigeant d’éventuels problèmes d’ajustement de la machine. Pour cela j’ai mis au point un palpeur à monter sur la dremel. Ce n’est rien d’autre qu’un micro interrupteur qui servira à mesurer la hauteur de la table en différents points.
Un petit tour dans les boites à récup et me voilà avec une fiche CINCH, un interrupteur, un cable de souris, un bout de tube et un écrou / boulon de 3mm.

Un petit coup de fer à souder… un petit coup de perceuse pour passer le câble…

Et on assemble le tout à grand coup de colle cyanolite

La fiche CINCH est soudée sur le cable.

Le palpeur est terminé. Je l’installe sur le mandrin de la Dremel et je branche le câble sur l’entrée de la carte de commande servant habituellement au « Homing » de l’axe Z.

Le côté mécanique étant terminé, il faut s’attaquer à la partie logicielle. Nous allons utiliser un peu de langage G-CODE pour effectuer une grille de hauteur de la table de fraisage.
(Configuration section) G21 (mm) F80 (probe speed) #1=0 (X start) #2=50 (X increment) #3=5 (X count) #4=0 #5=50 #6=5 (Y count) #7=2 (Z safety) #8=-10 (Z probe) (End configuration section) (PROBEOPEN probe_table_map.txt) #9=0 #10=0 G0Z#7 O1 while [#9 lt #6] #10=0 G0 Y[#4+#5*#9] O2 while [#10 lt #3] O3 if [[#9/2] - fix[#9/2] eq 0] G0X[#1+#2*#10] O3 else G0X[#1+#2*[#3-#10-1]] O3 endif G38.2Z#8 G0Z#7 #10=[#10+1] O2 endwhile #9=[#9+1] O1 endwhile (PROBECLOSE) G0Z#7 G0X#1Y#4 M2
Ce code va lancer des mesures sur un carré de 200 x 200 mm en effectuant une mesure tous les 50mm. Les valeurs sont stockées dans un fichier texte probe_table_map.txt. (Je n’ai rien inventé, j’ai honteusement pompé un exemple proposé avec EMC)

Après quelques minutes, nous disposons d’un fichier texte avec les valeurs mesurées.
0.000000 0.000000 -1.434338 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 50.000000 0.000000 -1.495669 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 100.000000 0.000000 -1.619665 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 150.000000 0.000000 -1.763661 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 200.000000 0.000000 -1.894324 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 200.000000 50.000000 -2.024987 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 150.000000 50.000000 -1.916990 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 100.000000 50.000000 -1.795660 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 50.000000 50.000000 -1.696996 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 50.000000 -1.632998 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 100.000000 -1.766328 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 50.000000 100.000000 -1.834326 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 100.000000 100.000000 -1.944989 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 150.000000 100.000000 -2.528971 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 200.000000 100.000000 -2.115651 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 200.000000 150.000000 -2.167649 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 150.000000 150.000000 -2.086318 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 100.000000 150.000000 -2.014320 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 50.000000 150.000000 -1.939656 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 150.000000 -1.842325 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 200.000000 -1.882324 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 50.000000 200.000000 -1.975655 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 100.000000 200.000000 -2.020987 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 150.000000 200.000000 -2.104984 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000 200.000000 200.000000 -2.187648 0.000000 0.000000 0.000000 0.000000 0.000000 0.000000
Ce n’est pas très parlant, mais gnuplot peut nous aider. Nous allons créer un petit programme gnuplot utilisant les fonctions pm3d pour mettre en image l’assiette de la table.
set terminal png size 800,800 set output "heatmmap.png" set xrange [0:200] set yrange [0:200] set cbrange [1:-2] set view map set dgrid3d 100,100,2 set palette model RGB set palette defined #unset surface set pm3d at s splot 'probe_table_map.txt' using 1:2:3 with pm3d at s notitle
Le résultat avec une table non équilibrée.
 On voit immédiatement le déséquilibre, le coin devant/gauche est plus haut de 1mm que le coin derrière/droite !
On voit immédiatement le déséquilibre, le coin devant/gauche est plus haut de 1mm que le coin derrière/droite !
En ajustant légèrement la vis de réglage devant à gauche, on peut corriger l’assiette.

Le résultat est encore imparfait ( j’ai réglé la table au pif ) mais la méthode fonctionne. C’est long et empirique mais l’essentiel c’est d’obtenir un résultat à la hauteur de ses espérances…
Bonjour,
Pourquoi ne pas avoir envisagé un surfacage de la table ?
En tous cas, joli boulot les semelles pour le guidage. 🙂
gdo
Merci 🙂
J’ai règlé au mieux les pieds. Ensuite j’ai lancé un surfaçage pour que ce soit parfait.