Vous vous souvenez de ma « fraiseuse CNC v1« , c’était une première version, pas vraiment fonctionnelle mais qui m’a permis de me familiariser avec la fabrication d’une telle machine.
Ensuite, j’ai fabriqué la version actuelle, estampillée V2, tout à fait opérationnelle celle là.
Cependant, avec l’expérience, elle souffre de quelques limitations:
- La première, la plus gênante est la surface de la table de fraisage, beaucoup trop restreinte ( 12 x 12 cm) alors que l’encombrement de la machine est assez conséquent. C’est essentiellement du à la conception de type fraiseuse avec une table X / Y mobile et un axe Z fixe.
- Le deuxième soucis vient de la précision, elle est très bonne, mais encore insuffisante. J’arrive sans problème à faire des circuit imprimés mais ils ne sont pas parfaits. On doit pouvoir faire mieux.
Partant de ce constat, j’ai décidé de me lancer dans une 3° version qui j’espère sera plus performante. Avec toutefois 2 contraintes:
- Le prix devra rester raisonnable
- La fraiseuse devra pourvoir rentrer dans le caisson anti-bruit que j’ai fabriqué pour la V2. Ça limite la surface totale de la table de fraisage à une taille de 40x40cm ce qui, si je ne fais pas d’erreur de conception, devrait donner une surface utile d’environ 30x30cm ce qui est bien plus grand que la précédente.
Pour arriver à un bon résultat, j’ai cherché du matériel me permettant d’obtenir des mouvements linéaires très précis sans pour autant êtres ruineux. Pour cela, j’ai trouvé sur Ebay des arbres de précision avec des paliers en aluminium équipés de douilles à billes. Pour la structure de la machine et les différentes pièces mécaniques, je me suis orienté vers du polyéthylène haute densité ou PEHD, moins cher que le DELRIN. C’est un plastique très dur, facile à fraiser / couper qui sert notamment dans le domaine alimentaire pour faire des planches à découper la viande. Je vais utiliser la fraiseuse V2 pour fabriquer les petites pièces plastiques de la V3. Concernant les entrainements, je pense rester sur des tiges filetées de 6mm, même si le rendement n’est que de 30%, elles sont d’un coût < à 1€ / m alors que les vis à billes sont de l’ordre de 100 € / m…
Les premières pièces:

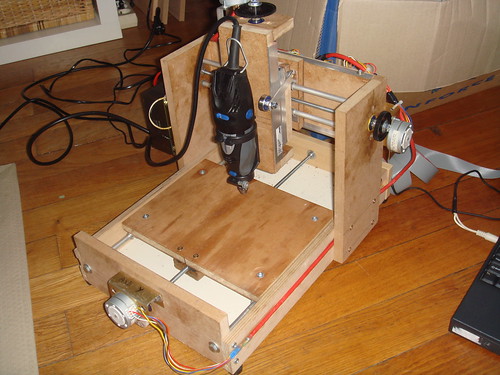
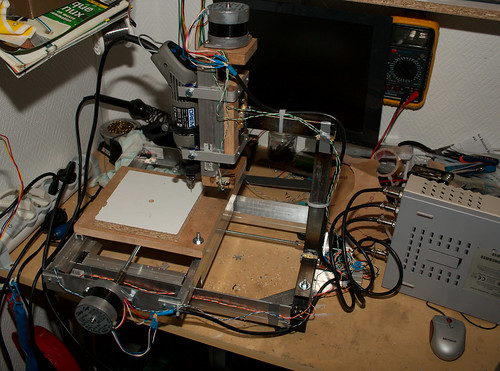
Voilà deux exemples glanés sur le net de ce que pourrait être la machine finale:


Il ne me reste plus qu’à valider quelques « concepts » côté mécanique avant de me lancer dans la construction. La suite au prochain numéro.