Quelques cornières en aluminium pour les côtés, un morceau de boîtier de pc pour le fond, quelques rivets pop et voilà une étagère pour permettre la charge de nos lampes de vélo, GPS et autres batteries. J’ajoute un chargeur Anker Chargeur Secteur USB PowerPort 6 Ports 60W avec charge rapide, un câble avec des connecteurs micro usb et usb-c. Voilà on peut charger simultanément plusieurs appareils et c’est assez sûr en cas d’incendie d’une batterie 🔋, le support est en aluminium et le capteur de fumée du garage est juste au dessus. Mais pourquoi je n’ai pas fabriqué ça plus tôt, c’est tellement pratique !
Voici quelques photos de projets réalisés à l’aide de la CNC.
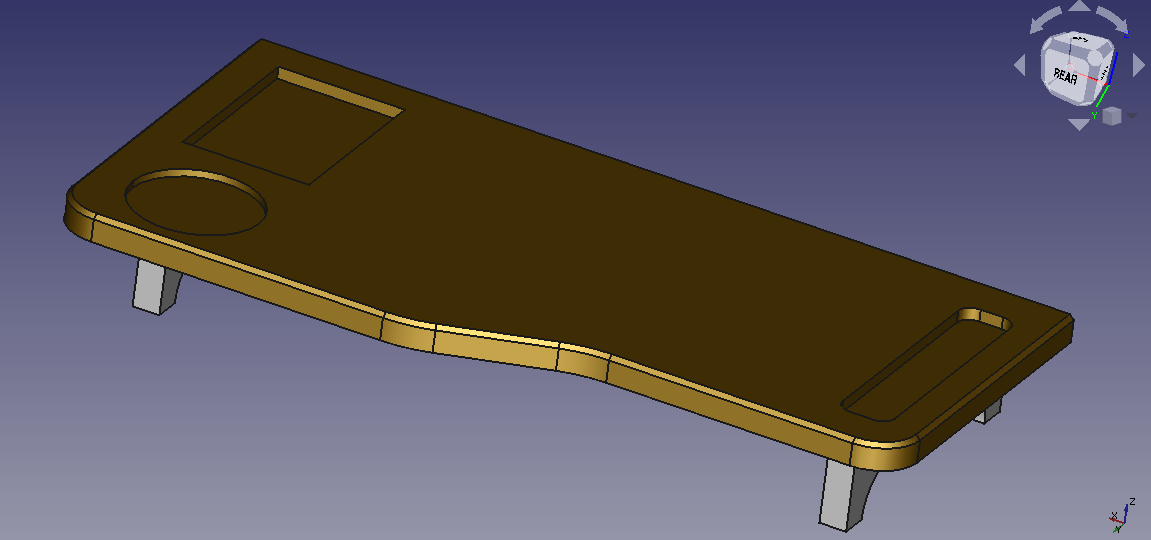
Un support d’écran réalisé en pin. Dessiné sur Freecad.
Une planche à découper
Des planches à pain de taille différentes. La grille est amovible pour faciliter le nettoyage des miettes.
Une belle lampe déco réalisée en chêne massif avec son interrupteur lui aussi en chêne et aluminium. Dessinée avec Freecad.
Lampe déco
Plusieurs tableaux réalisés en diverses essences de bois et résine époxy. Une première pour moi, mais un résultat à la hauteur de mes espérances. Gravure réalisée avec inkscape et dmap2gcode. Le laser est géré à l’aide de Lightburn.
Le golf du Morbihan
Quelques projets de déco ou de rangement
Un tableau « Vélo »Des rangements pour la DremelRangement pour boucles d’oreillesUn porte braceletsSupport de sabreSceau à cire
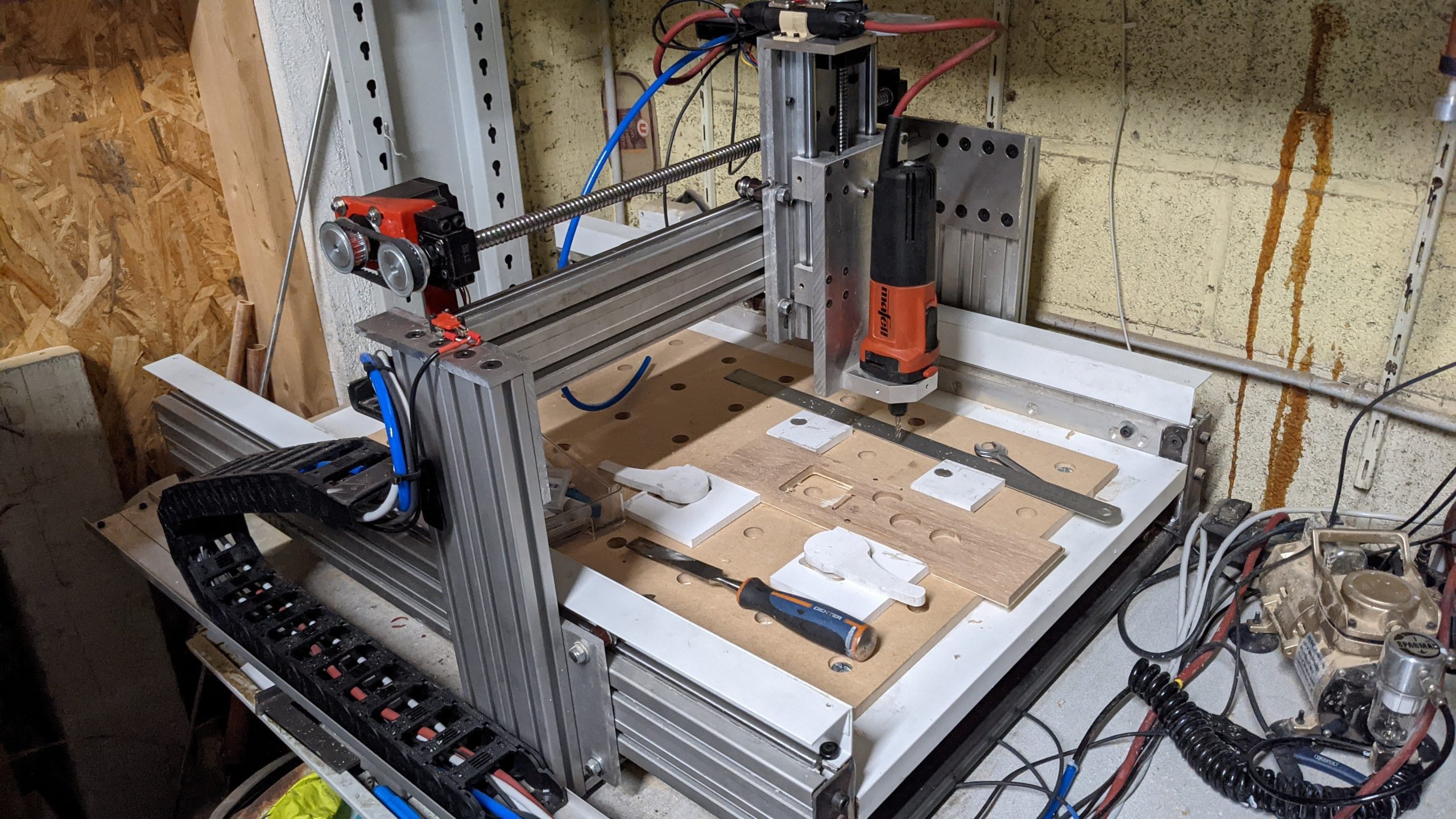
J’ai démarré il y a quelques temps un projet de fraiseuse numérique plus puissante et avec une surface utile plus importante que la précédente. J’ai quelques contraintes: un budget le plus serré possible, la réutilisation de tout ce que je possède déjà. Me voilà parti en quête de profilés d’aluminium. Avec chance, j’ai trouvé mon bonheur chez un ferrailleur, pour quelques dizaines d’euros, j’ai pu repartir avec quelques profilés alu de grosse section ainsi qu’une grande feuille d’alu de 8mm. Ce sera la base de la machine, j’y ajouterai quelques morceaux de tube d’acier de 30×40 pour assembler les rails en aluminium.
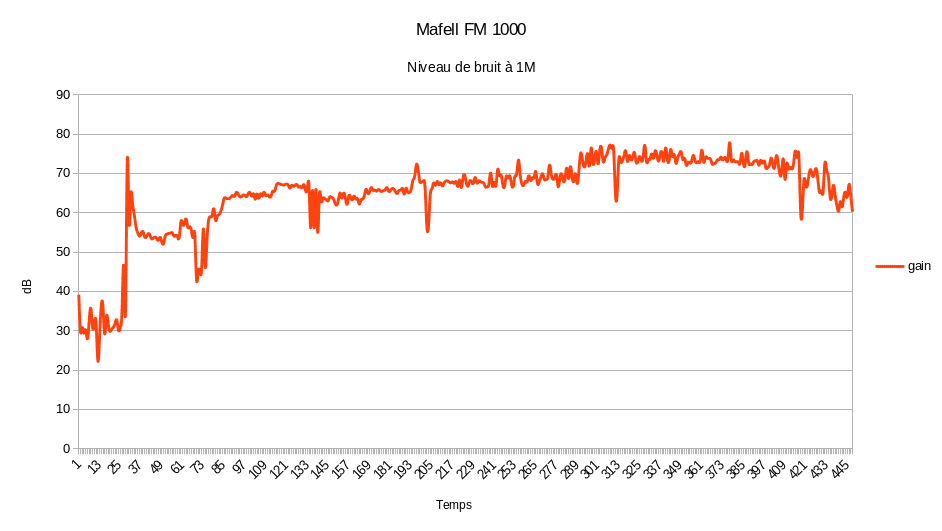
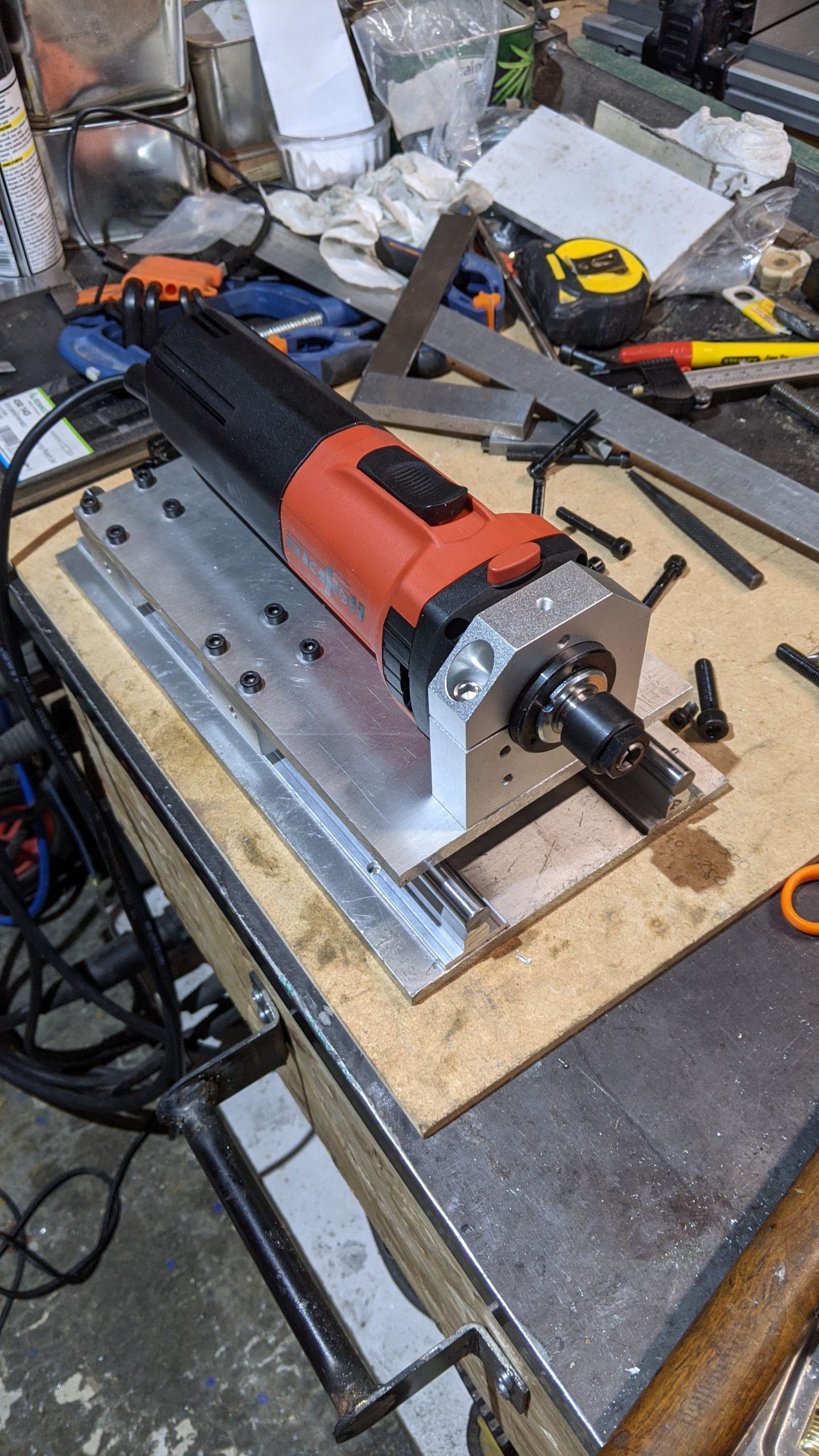
Pour ce qui est de la broche, après une longue hésitation entre les broches classiques allemandes et les chinoises, je suis parti sur une Mafell FM1000, simple précise et robuste. Je craignais un peu le bruit d’une broche refroidie à l’air mais finalement, c’est tout à fait raisonnable, le bruit de la fraise qui attaque la matière couvre largement le bruit de la broche. Et j’évite aussi l’encombrement et la relative complexité d’un refroidissement liquide sur les broches chinoises.
Voici une mesure du niveau de bruit de la broche. La mesure est prise à 1m avec mon téléphone. J’ai augmenté progressivement la vitesse de 5000 à 22000 tours par minute.
Je n’ai pas de plan pour la construction, je fais tout au fur et à mesure en adaptant au matériel / outillage dont je dispose. Je commence donc le projet par l’axe Z. On verra plus tard que celui-ci évoluera à cause d’un manque de rigidité. Les vis à billes sont d’origine chinoise.
Des morceaux de la fameuse feuille d’alu de 8mmPlus tard les vis seront remplacées par des têtes fraiséesL’axe Z prend forme progressivement
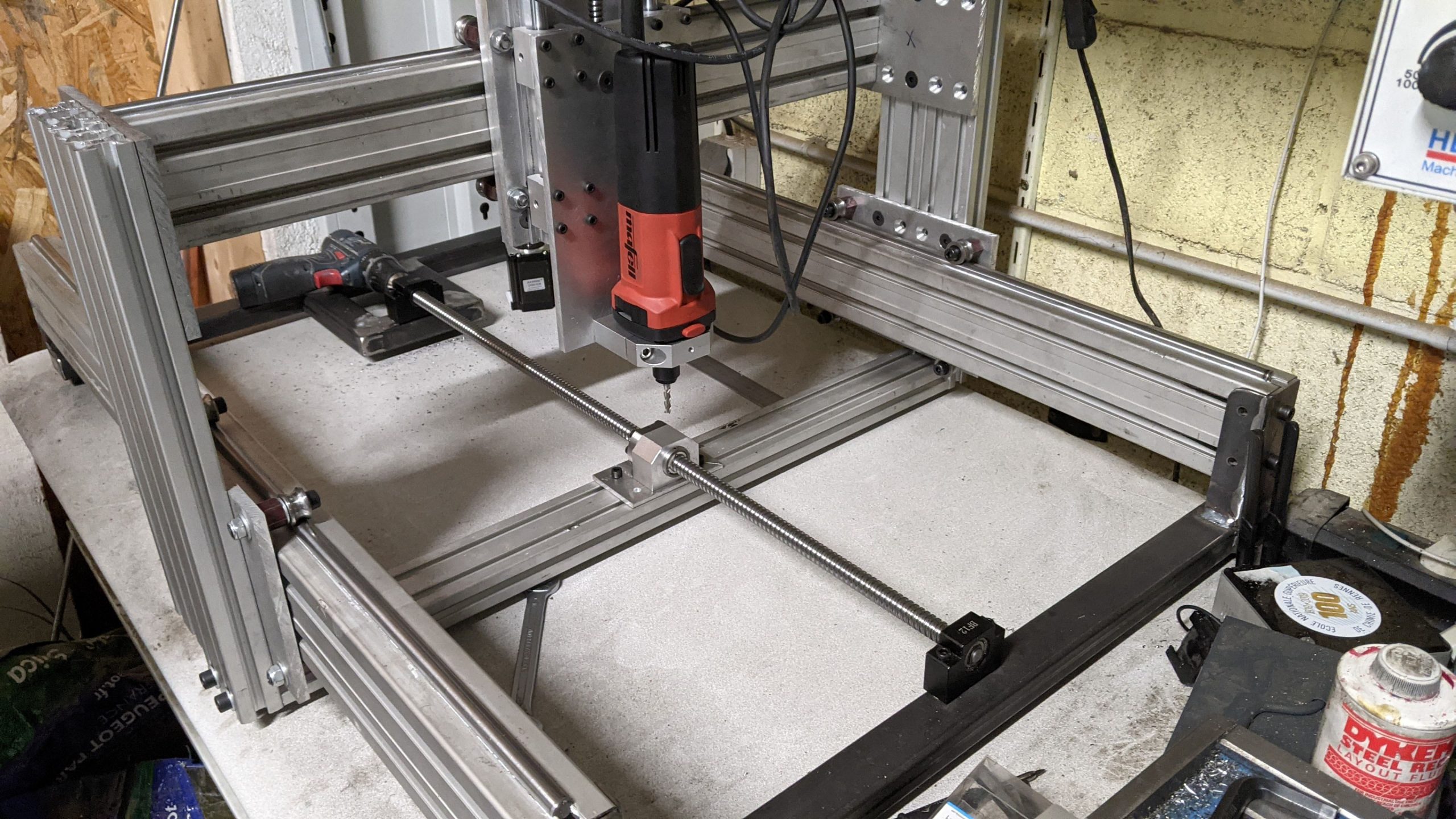
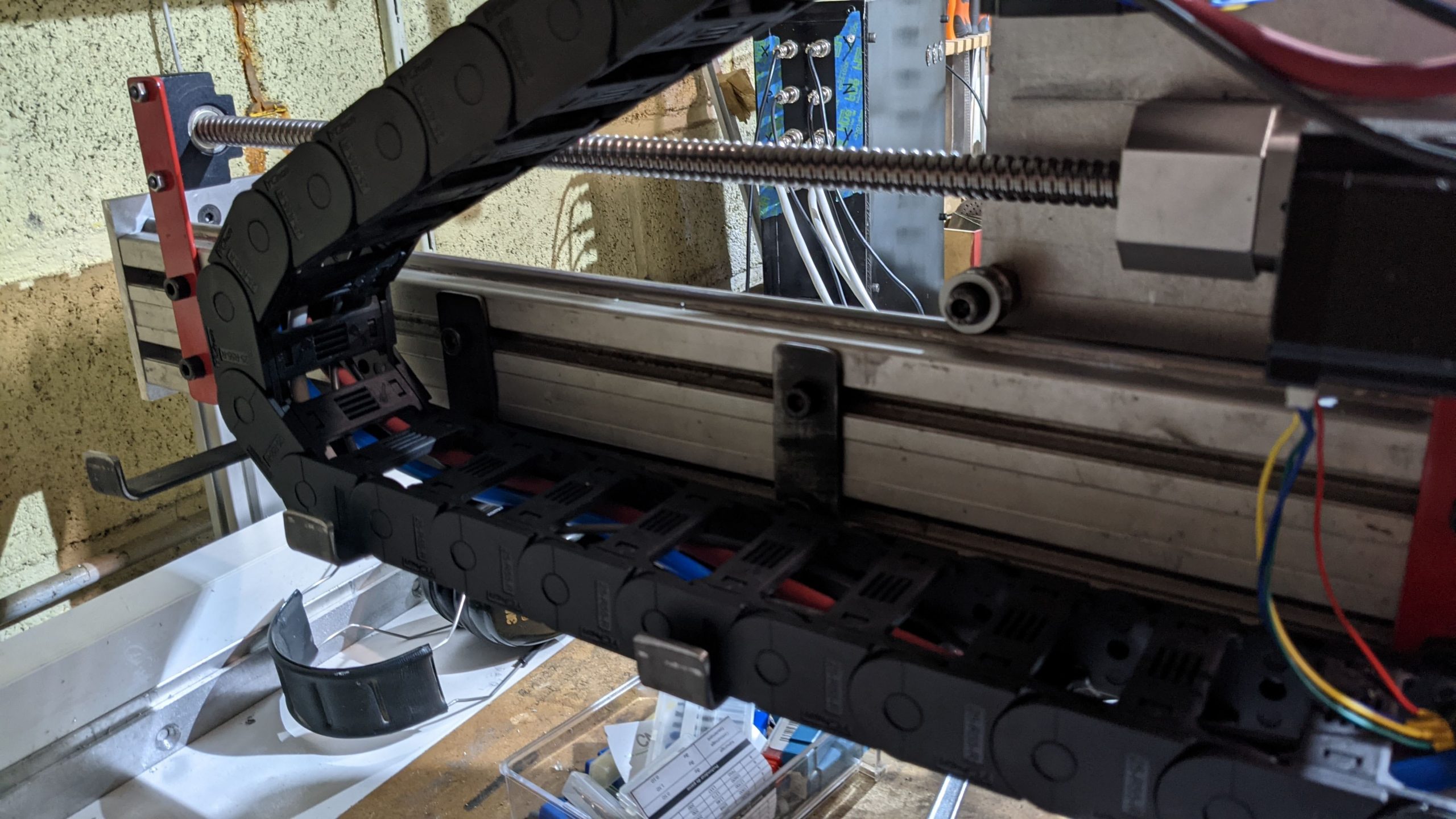
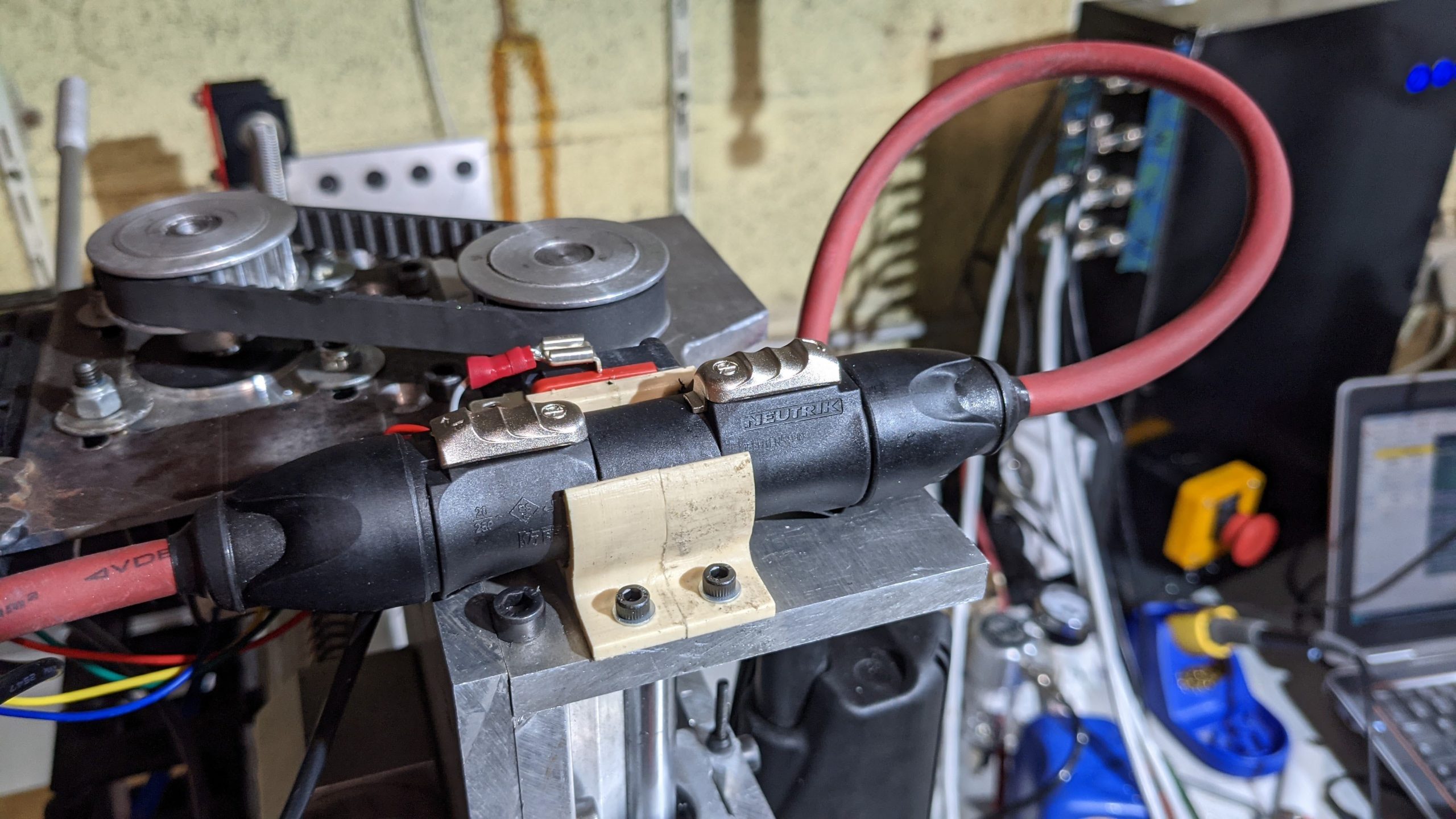
Le guidage linaire des axes X et Y sera réalisé directement à partir des profilés en aluminium. Un rond d’acier stub de 12mm sera collé les rainures hautes et basse de chaque profilé. Un roulement en U viendra glisser sur ce guide. C’est un système simple, très rigide, économique. Le seul inconvénient vient de l’exposition des rails à la poussières, par contre le nettoyage et très facile, un coup de chiffon et c’est propre. On verra par la suite que des protections peuvent être ajoutées.
Le système de roulementle principe général: un roulement et un support excentriqueTest de positionnement de ZUn barreau hexagonal sert à la fabrication des excentriquesl’axe Z est libre de coulisserLes ronds d’acier stub sont collés sur les profilés avec de la colle PULes futurs excentriques
Pour régler les jeux et assurer un positionnement précis, les axes des roulements en U sont montés sur un excentrique formé à partir d’un barreau de 17 mm. On peut ainsi régler l’assiette de chaque axe et réduire les jeux pour avoir un coulissement doux des différents axes.
Mise en presse pendant le collage
Vient ensuite l’assemblage de la structure. J’insère des rivets à vis qui sont écrasés / collés. Pas tout à fait l’usage prévu mais ça fonctionne bien comme ça.
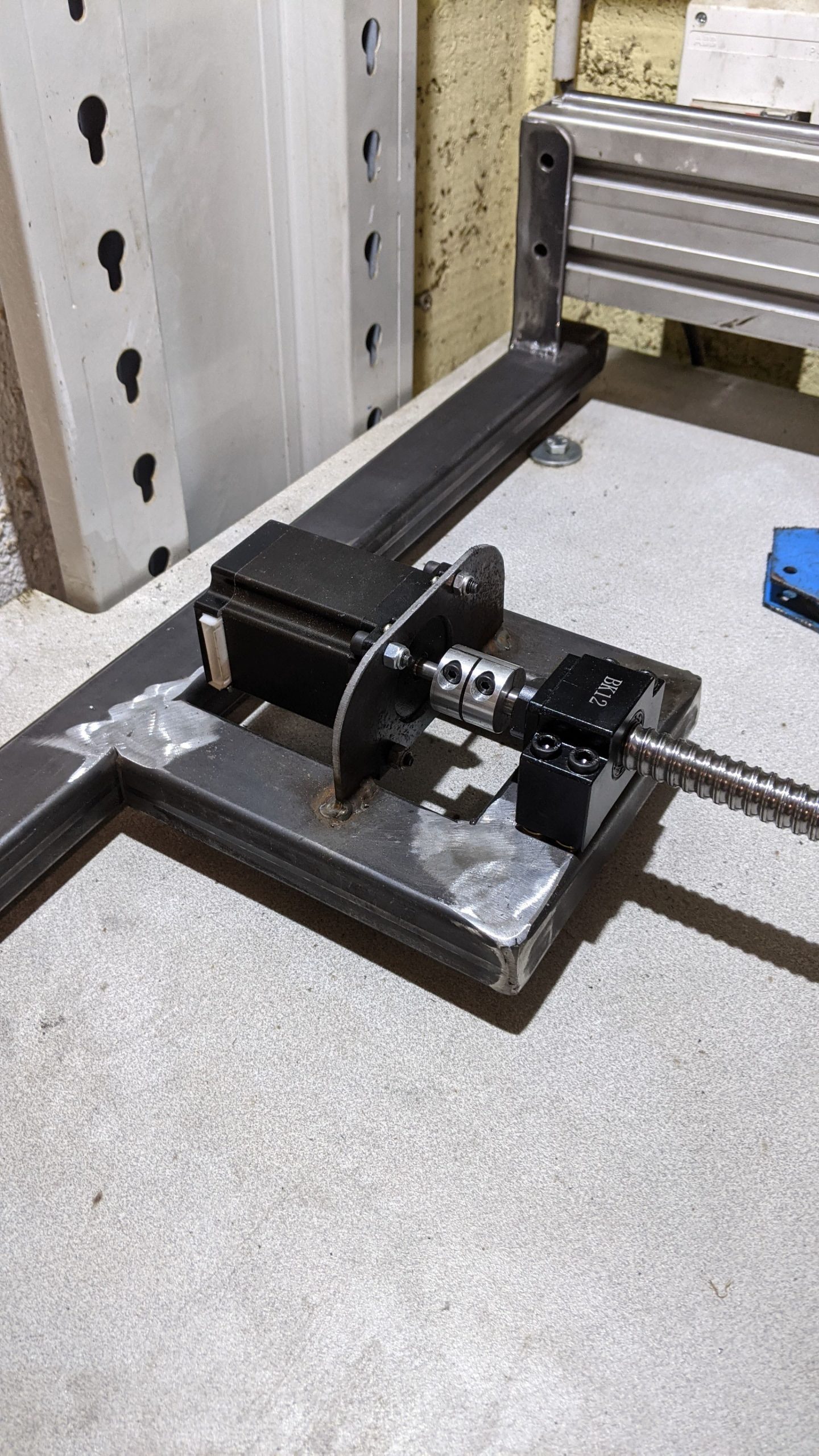
Des traverses en acier sont fabriquées et soudées pour solidariser les 2 axes Y qui constituent la base de la machine.
Contrôle de la planéité à l’ancienneUne machine en kit 🙂ça commence à ressembler à quelque-chose
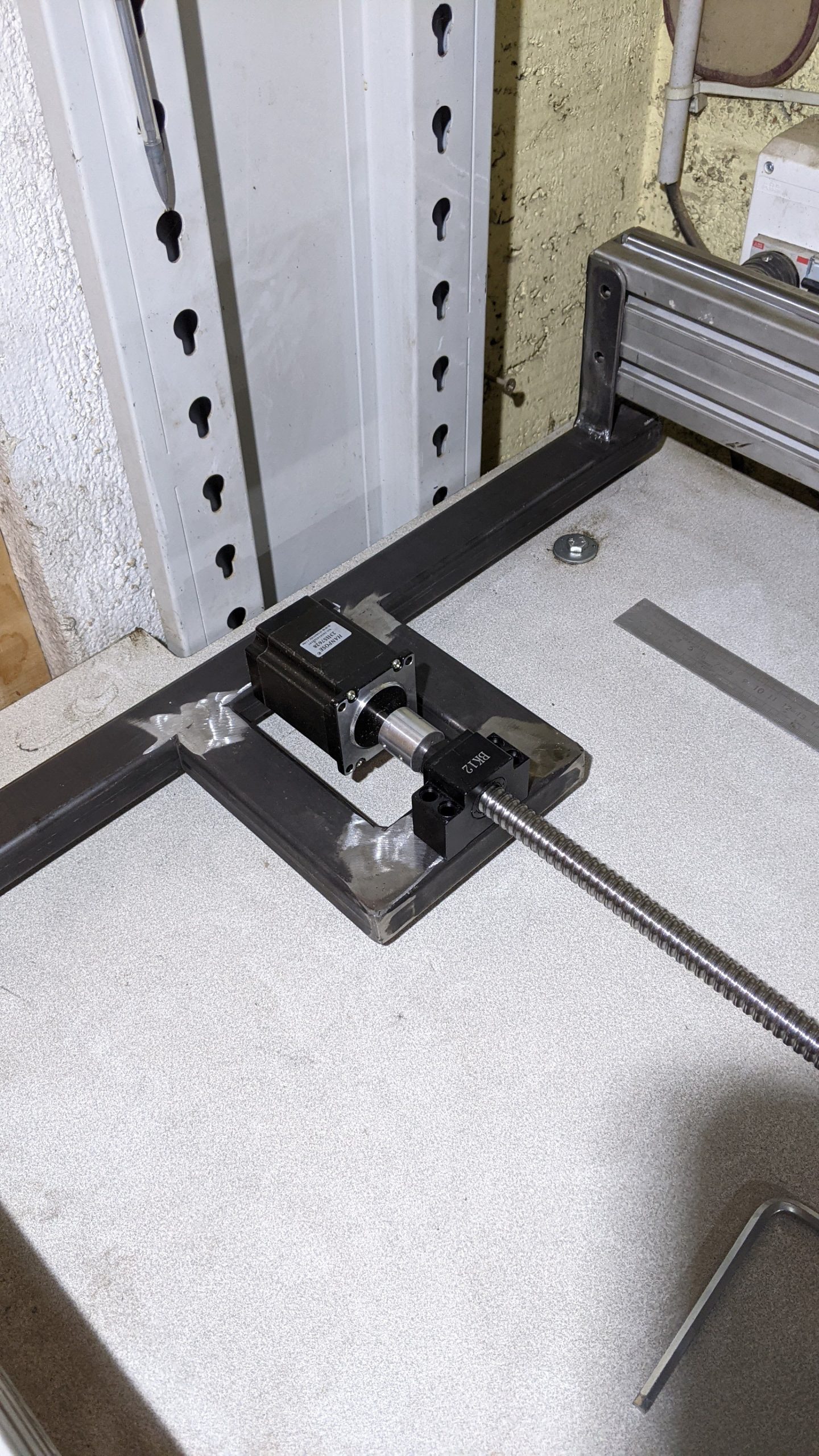
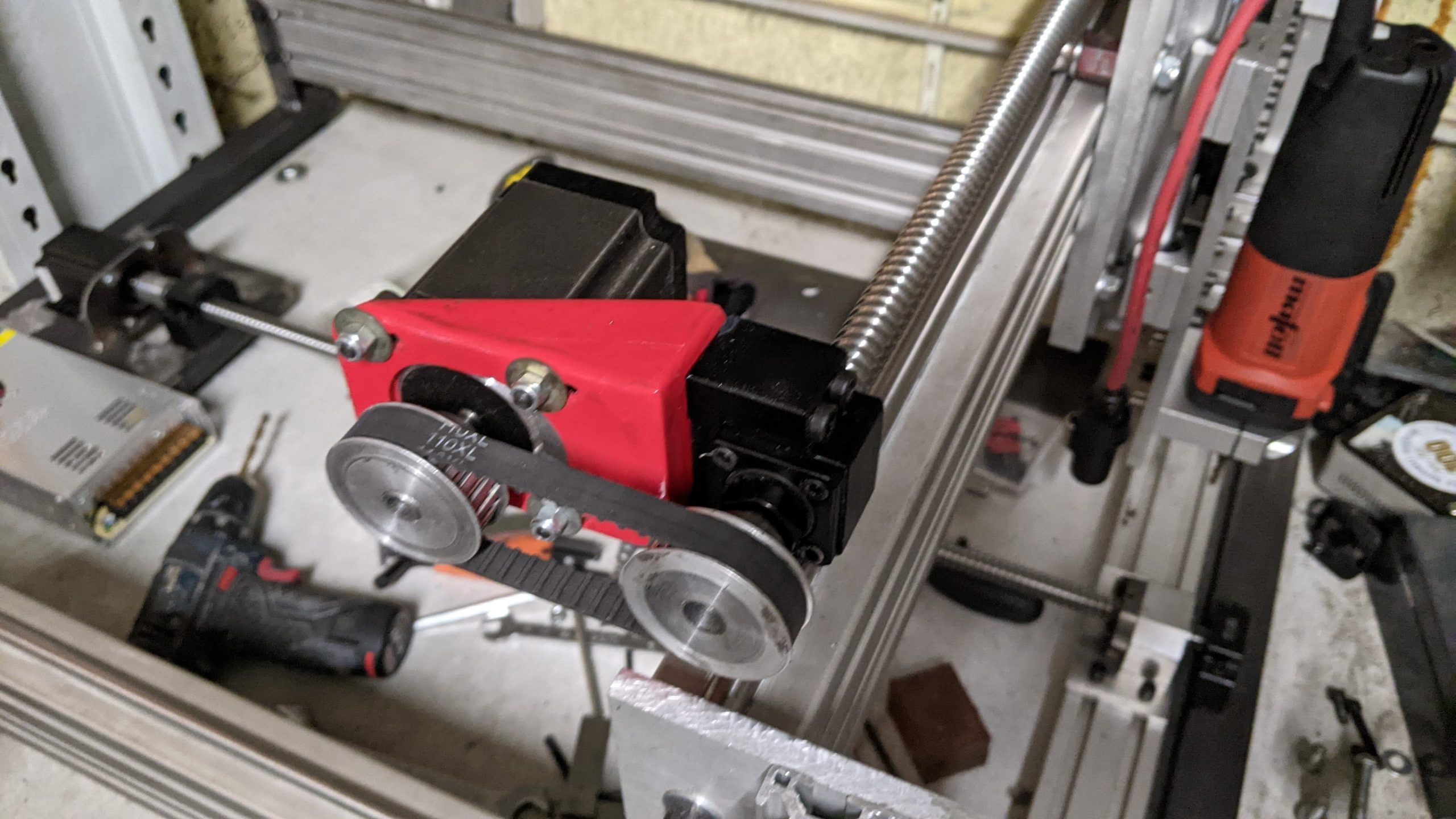
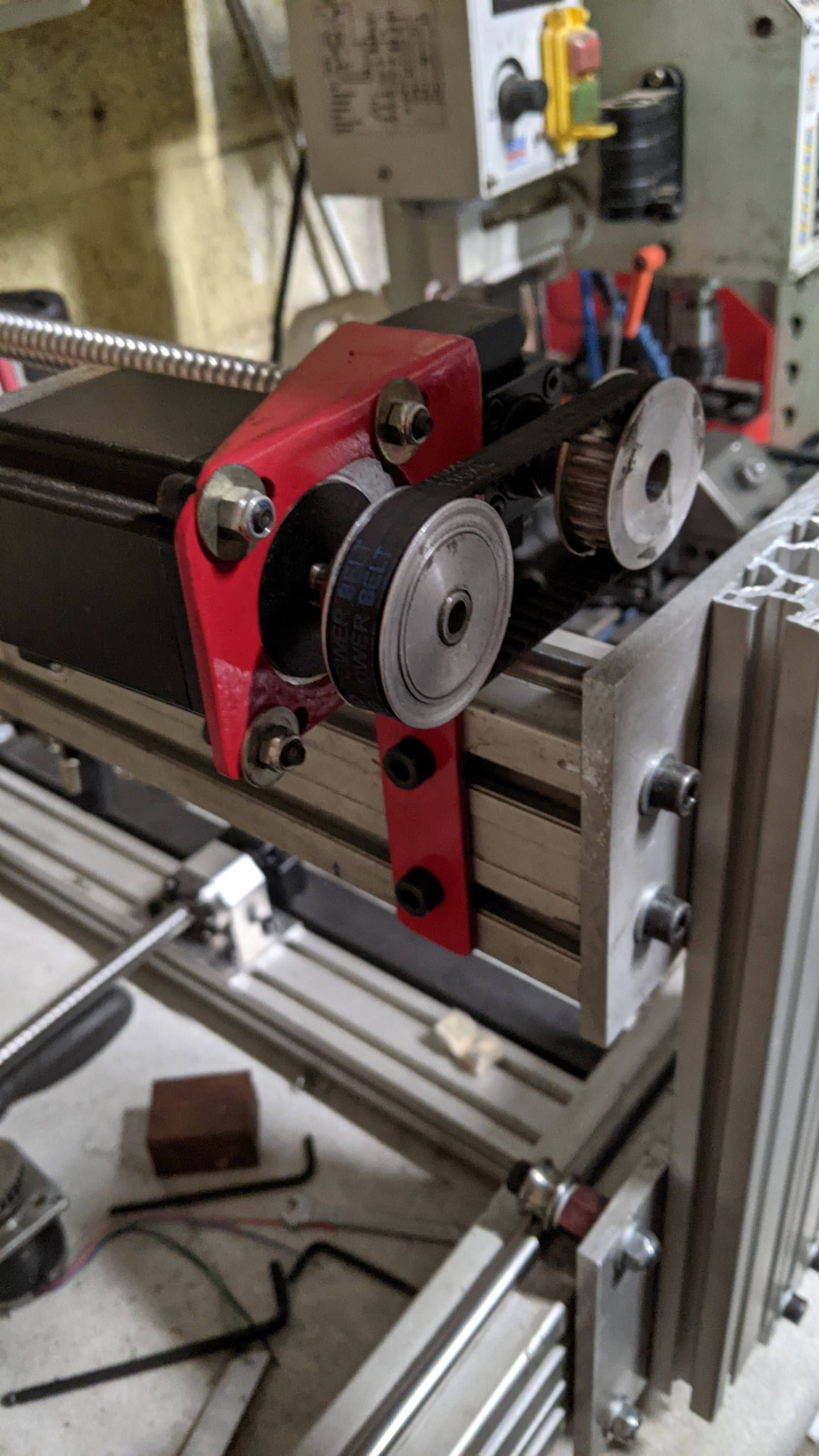
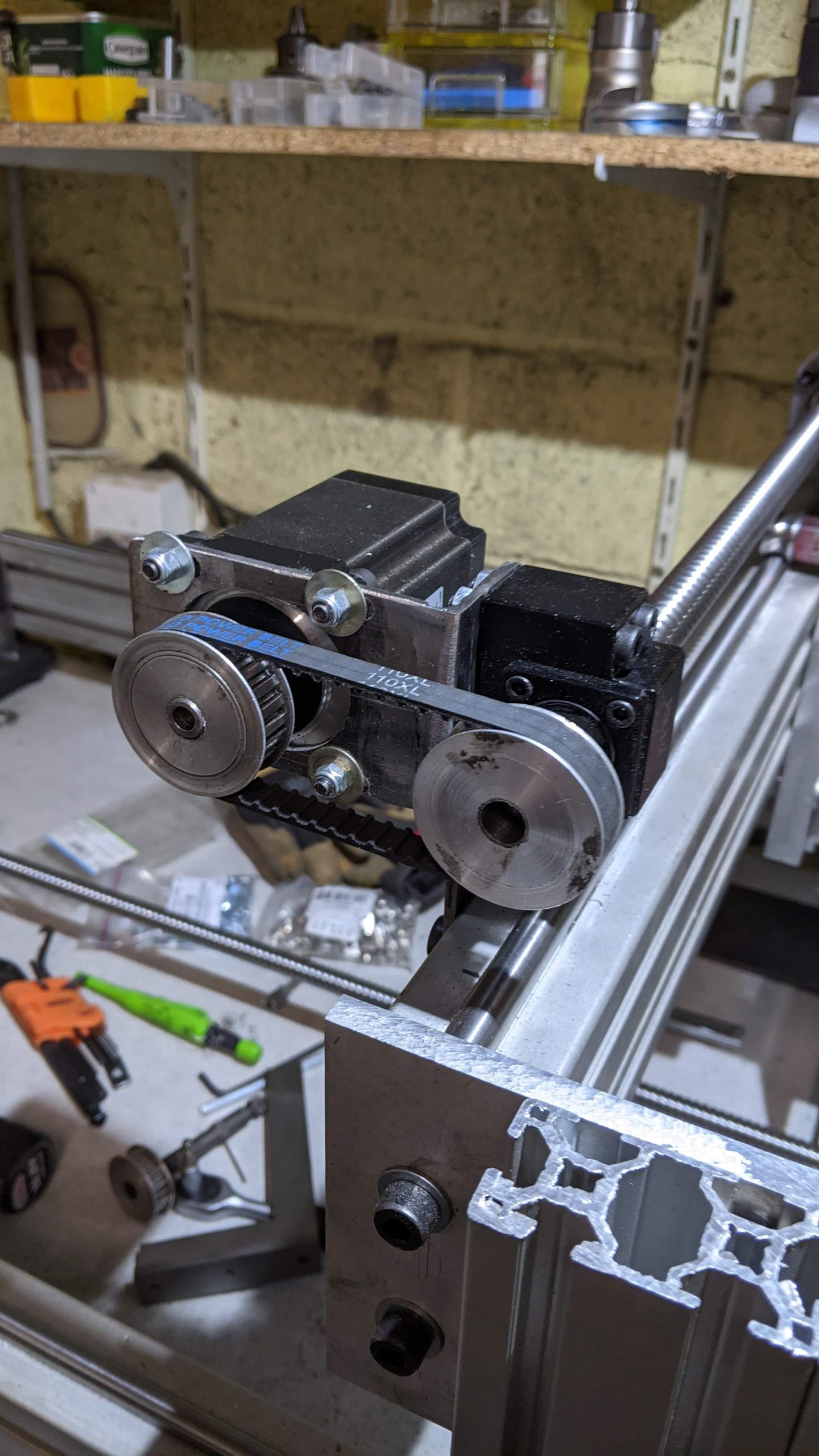
L’étape suivant c’est l’installation des vis à bille et des supports moteur. Je vais tout d’abord installer une vis centrale pour Y mais ça s’avérera être une erreur, les 600 mm de l’axe X imposent trop de contraintes et la rigidité n’est pas au rendez-vous. J’ajouterai par la suite une deuxième vis sur cet axe ce qui permettra en plus de réaliser un équerrage automatique avec les capteurs de fin de course.
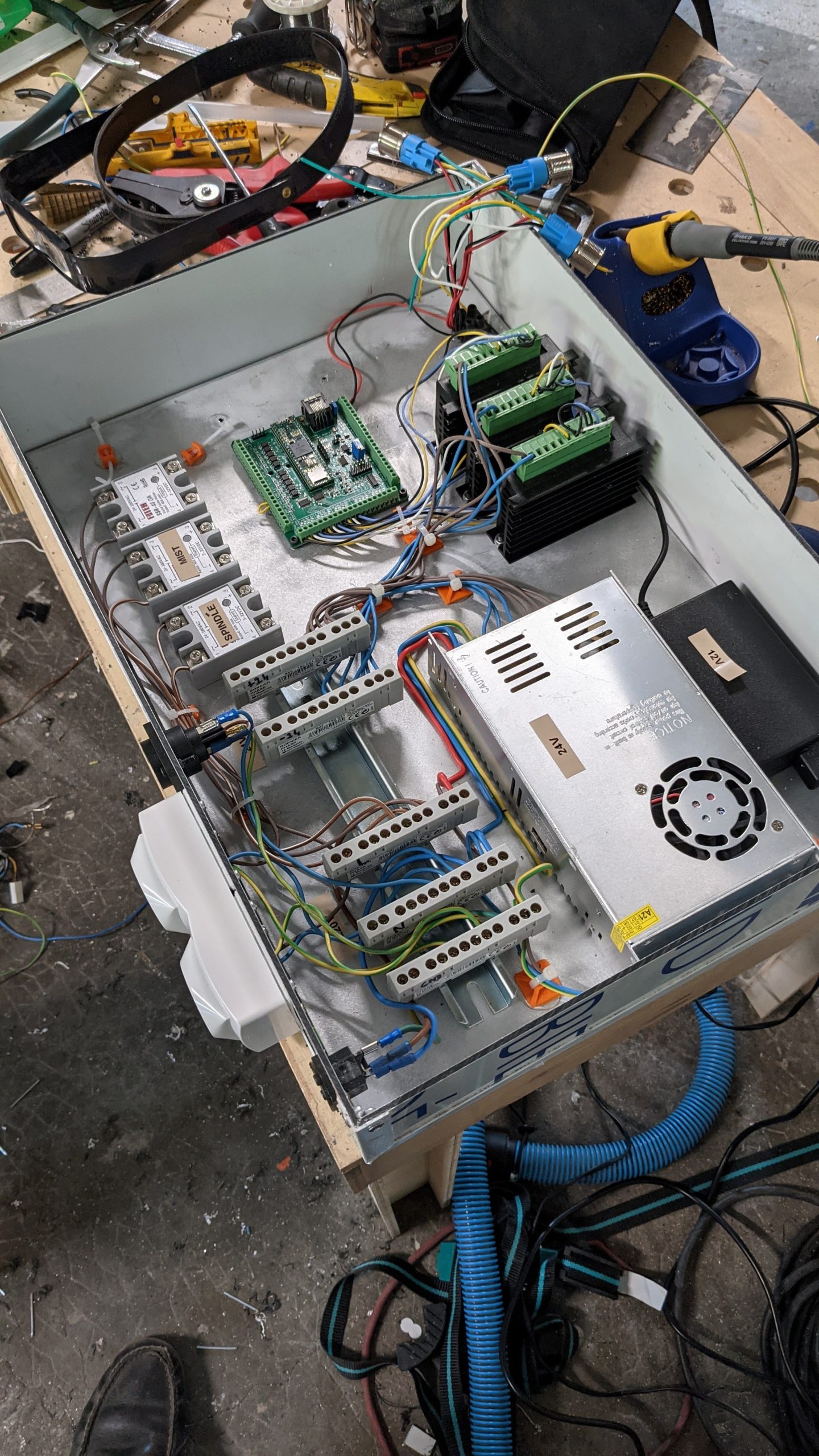
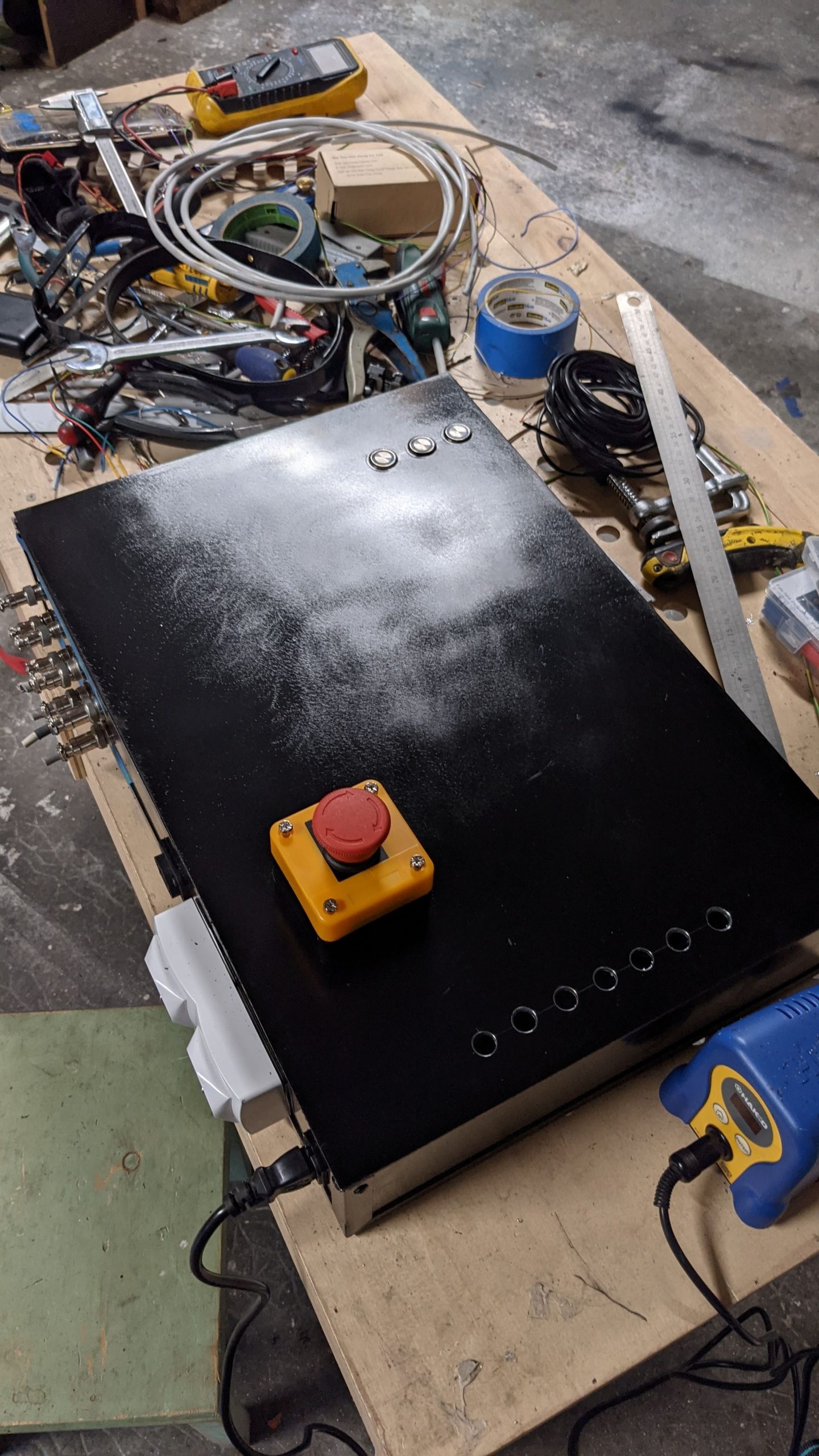
La partie mécanique touche à sa fin ou presque, maintenant c’est au tour de l’électronique de commande. La carte retenue est basée sur un contrôleur Teensy 4.1. Elle est d’excellente facture et dispose de toutes les connexions nécessaires au projet. Vous pouvez la trouver ici: https://hackaday.io/project/175209-teensy-41-cnc-controller
Elle est d’ailleurs 100% opensource ! et propose une interfae de type GRBL HAL compatible avec de nombreux logiciels de commande. Le boitier est réalisé avec des plaques de dibon de récup.
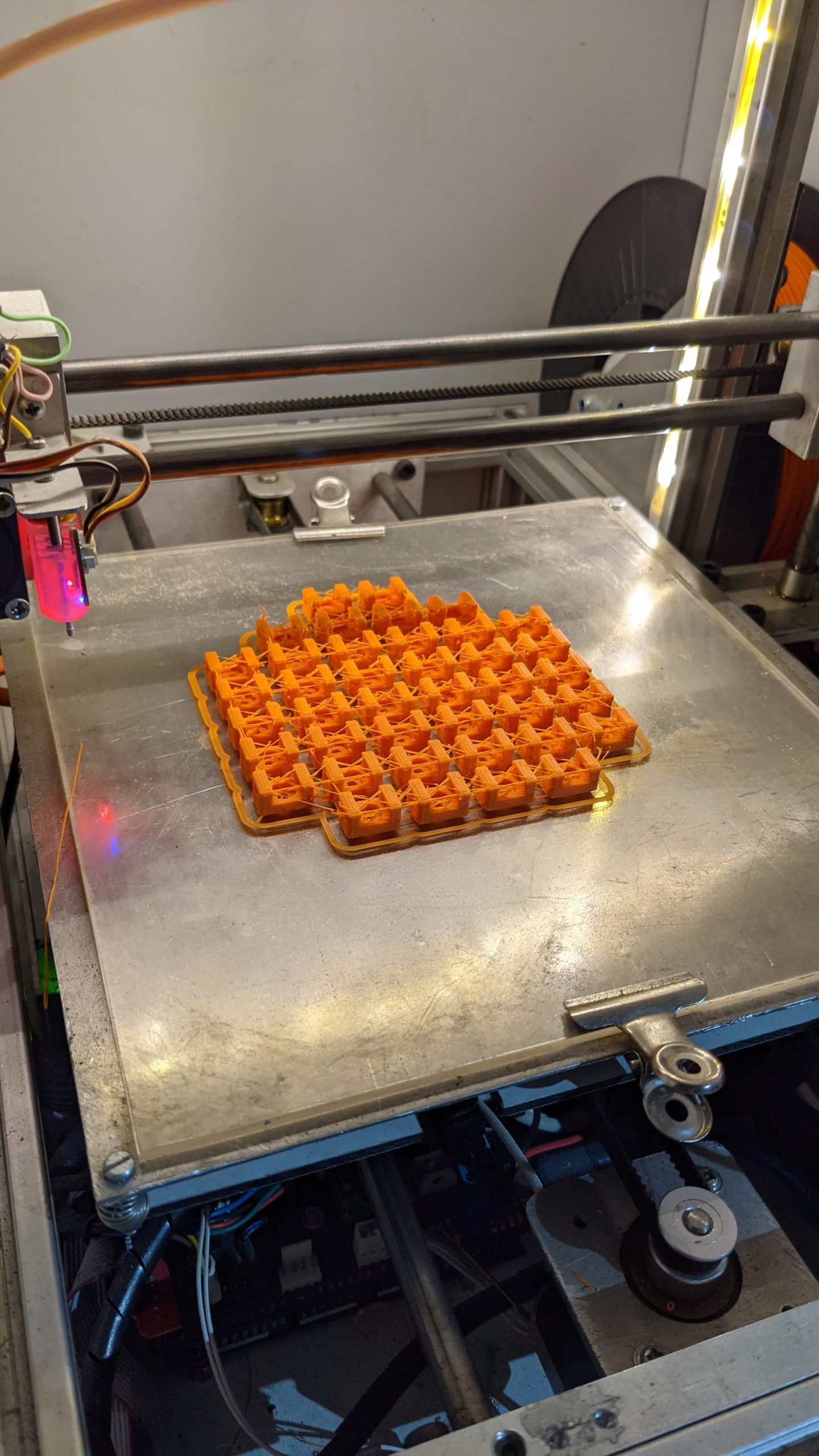
La carte de commandeImpression de supports pour les câbles Premiers testsC’est dense mais ça rentreLe boitier plus ou moins finalisé
Comme je l’expliquais précédemment , des protections contre la poussière sont ajoutées sur les rails Y les plus exposés.
Quelques détails supplémentaires, avec l’installation de chaines « guide câble », de quelques supports et d’un système d’aspiration des poussières.
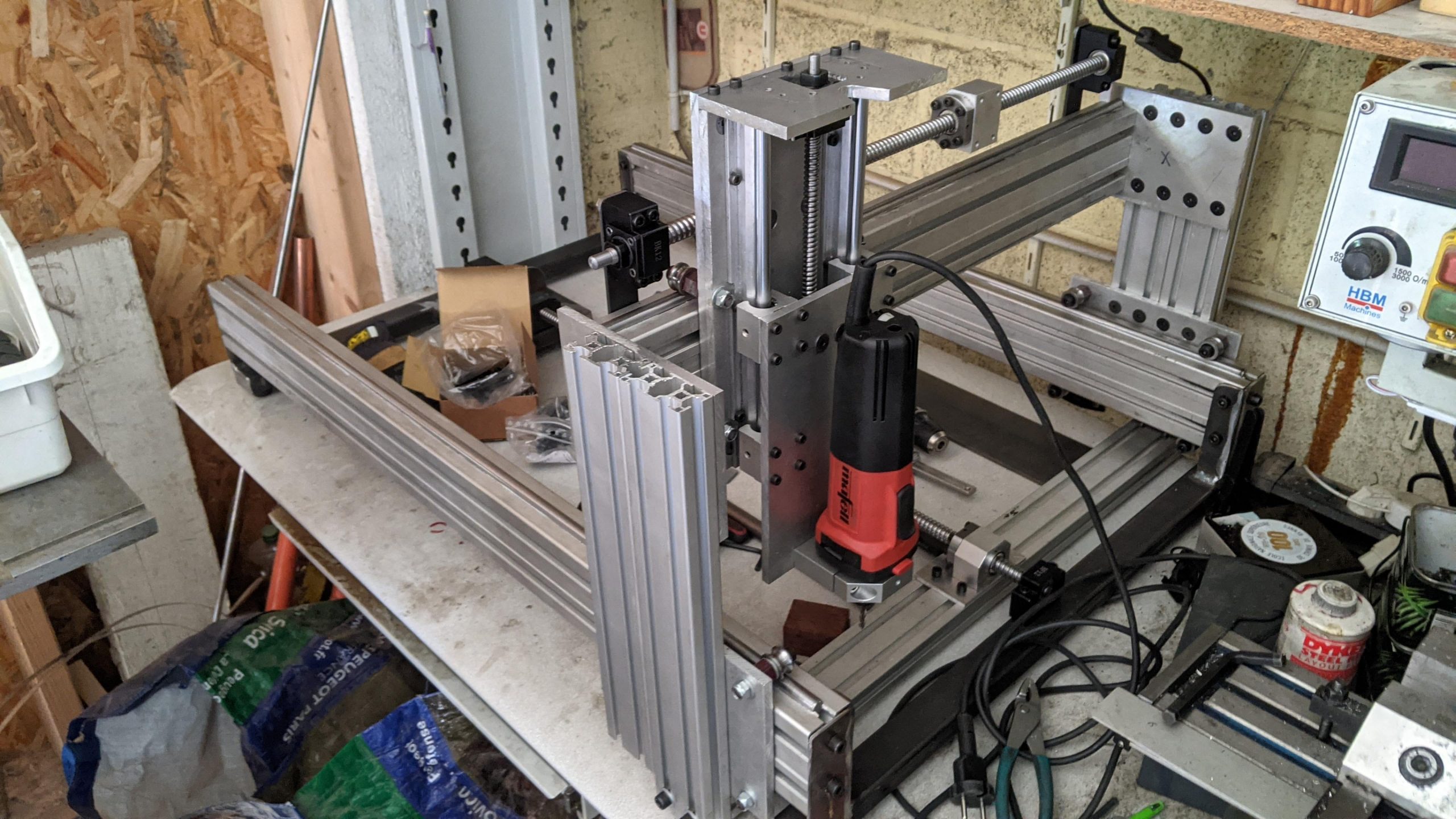
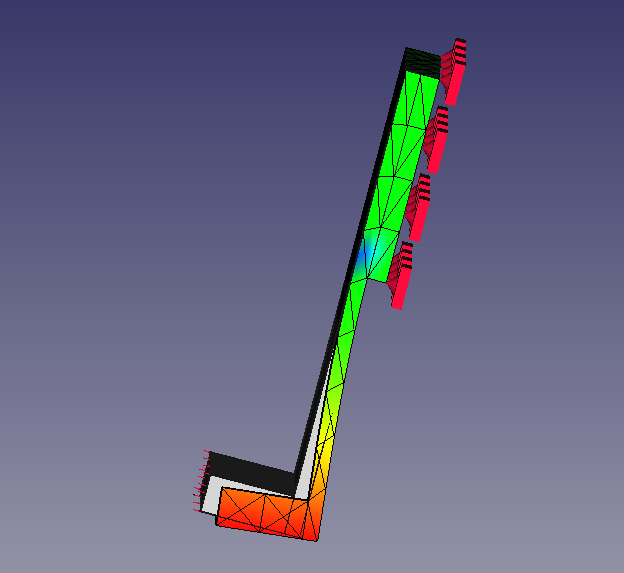
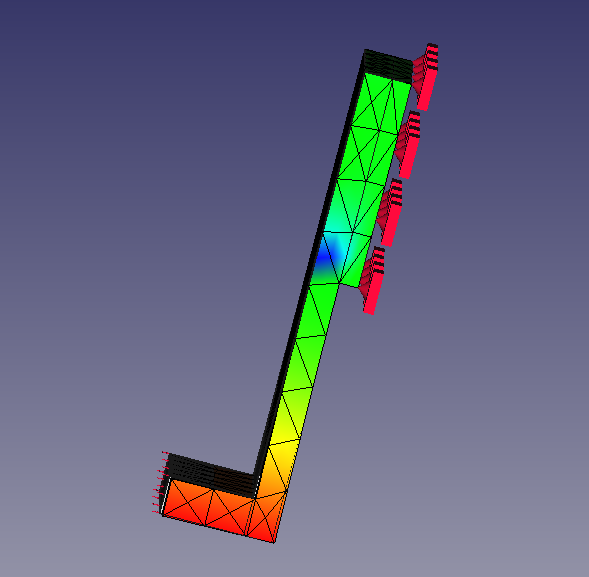
Après les premiers tests, il s’avère que le support de Z en 8mm est insuffisant, il sera remplacé par un de 15 mm plus rigide. Comme le montre cette simulation réalisée avec freecad, la différence est notable !
8 mm15 mm
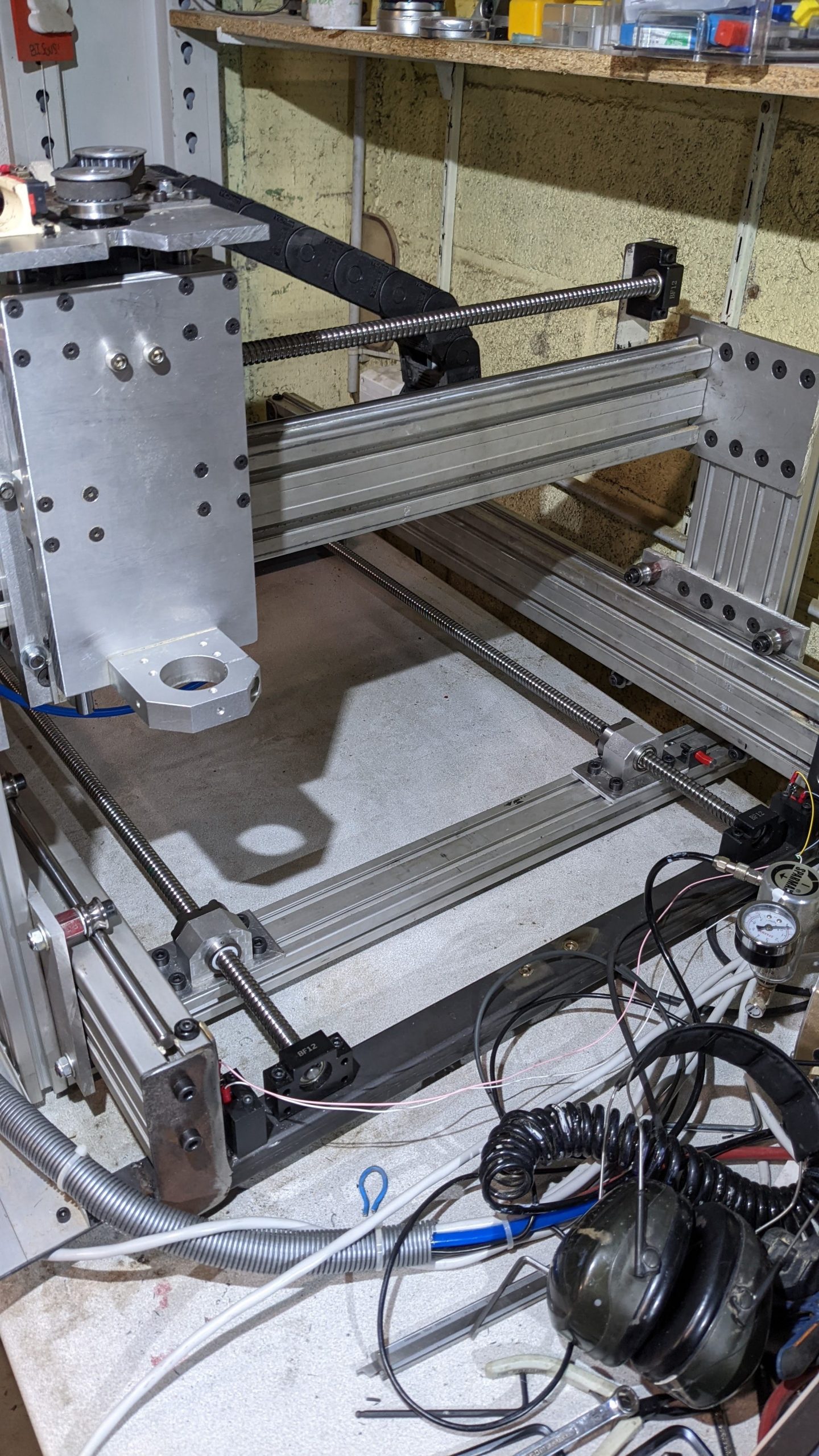
La construction de la machine touche à sa fin. Comme expliqué un peu plus haut, j’ajoute une deuxième vis sur Y. Ce qui permet d’activer un équerrage automatique parfaitement supporté par la carte de commande.
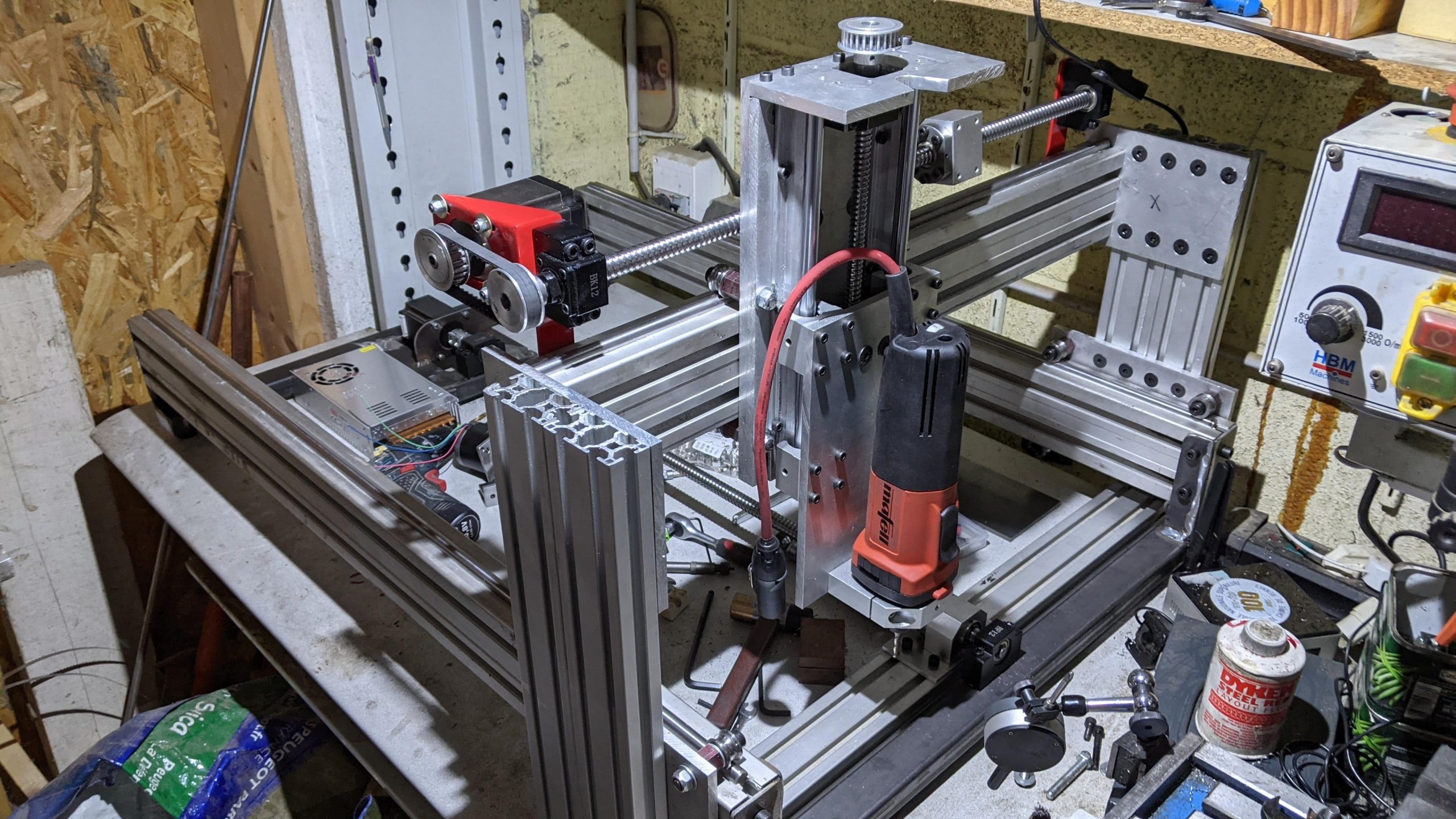
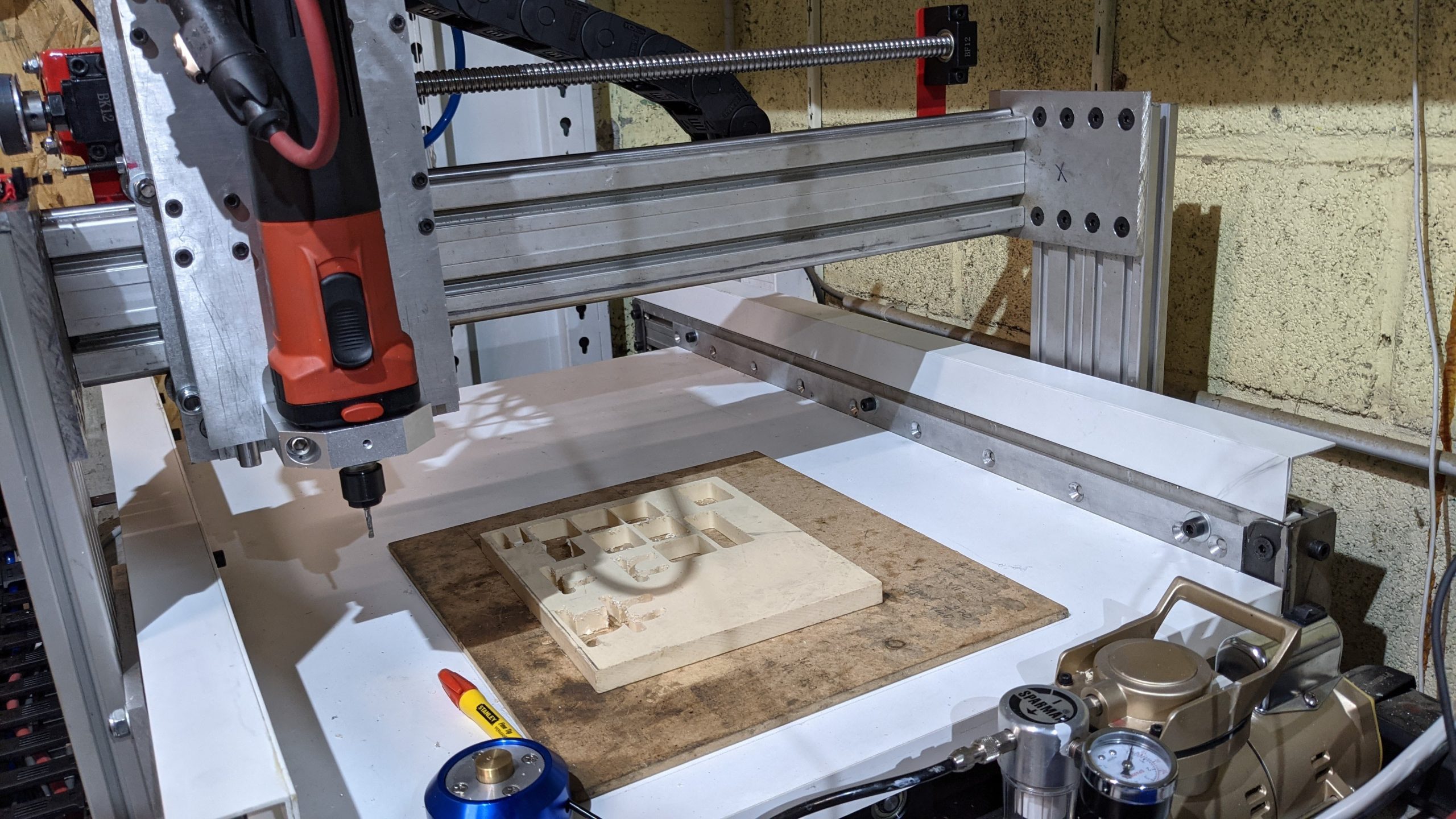
Vue globale de la machine
Je suis très content du résultat. Elle dispose d’une surface de travail de 680 mm x 450 mm ce qui est déjà très correct. Elle est suffisamment rigide pour travailler bois, plastiques, aluminium.
Le contrôle de la machine se fait avec le logiciel CNCJS installé sur un raspberry pi 3b.
Voici quelques photos des premiers projets réalisés avec
On a un parquet en mosaïque, souvent posé dans les années 70. On aime ou on n’aime pas. Nous, on n’aime pas trop. On décide donc de le remplacer par un contrecollé avec des lames assez larges et claires de la marque Panaget.
3 possibilités (au moins) s’offrent à nous:
Poser en pose flottante par dessus l’ancien parquet. On perd alors 14mm de parquet + la sous couche d’isolation.
Déposer l’ancien parquet et refaire un sol sur les lambourdes déjà en place. Et oui, le parquet actuel est posé sur lambourdes.
Déposer parquet et lambourdes et refaire intégralement le sol. En fermacell par exemple, avec billes de réagréage.
Par simplicité et pragmatisme, on décide de partir sur la solution 2, on ne perd pas en hauteur et le coût reste maîtrisé. Une pose collée sur sol en OSB.
Le matériel est livré: Parquet, OSB, colle, isolant.
Tout commence par la dépose. C’est fastidieux avec la quantité de clous de 50mm. Et il faut évacuer les morceaux, nettoyer. 2j de travail sont nécessaires.
On nettoie, aspire, répare les lambourdes, vérifie les cales…
Il n’y avait pas de lambourde en bord de pièce. Je décide de laisser comme ça en renforçant au niveau des seuils et des murs supportant des meubles lourds.
L’espace entre le sol est le futur parquet est isolé avec de la ouate de cellulose. Avec du recul, c’était une bonne idée, on a gagné en confort sonore et thermique au niveau du sol.
Au fur et à mesure, les plaques d’OSB sont vissées sur les lambourdes.
Tiens, un trésor… 1974, sûrement l’année de pose du parquet.
Quel chantier, il y en partout et ce n’est pas facile de circuler dans le salon 😉
La pose de l’OSB avance vite. Ce qui prend un peu de temps, c’est la pose de l’isolant. LA ouate de cellulose est aérée à l’aide d’un mélangeur branché sur la perceuse. C’est très efficace et évite une machine spécialisée peu rentable sur un si petit chantier.
On colle, 3 rangs / 3 rangs. Et ainsi de suite. Première fois que je fais du parquet. Pas facile, avec un peu d’organisation ça avance bien.
Quelques découpes, faites à la scie sur table avec une traîneau.
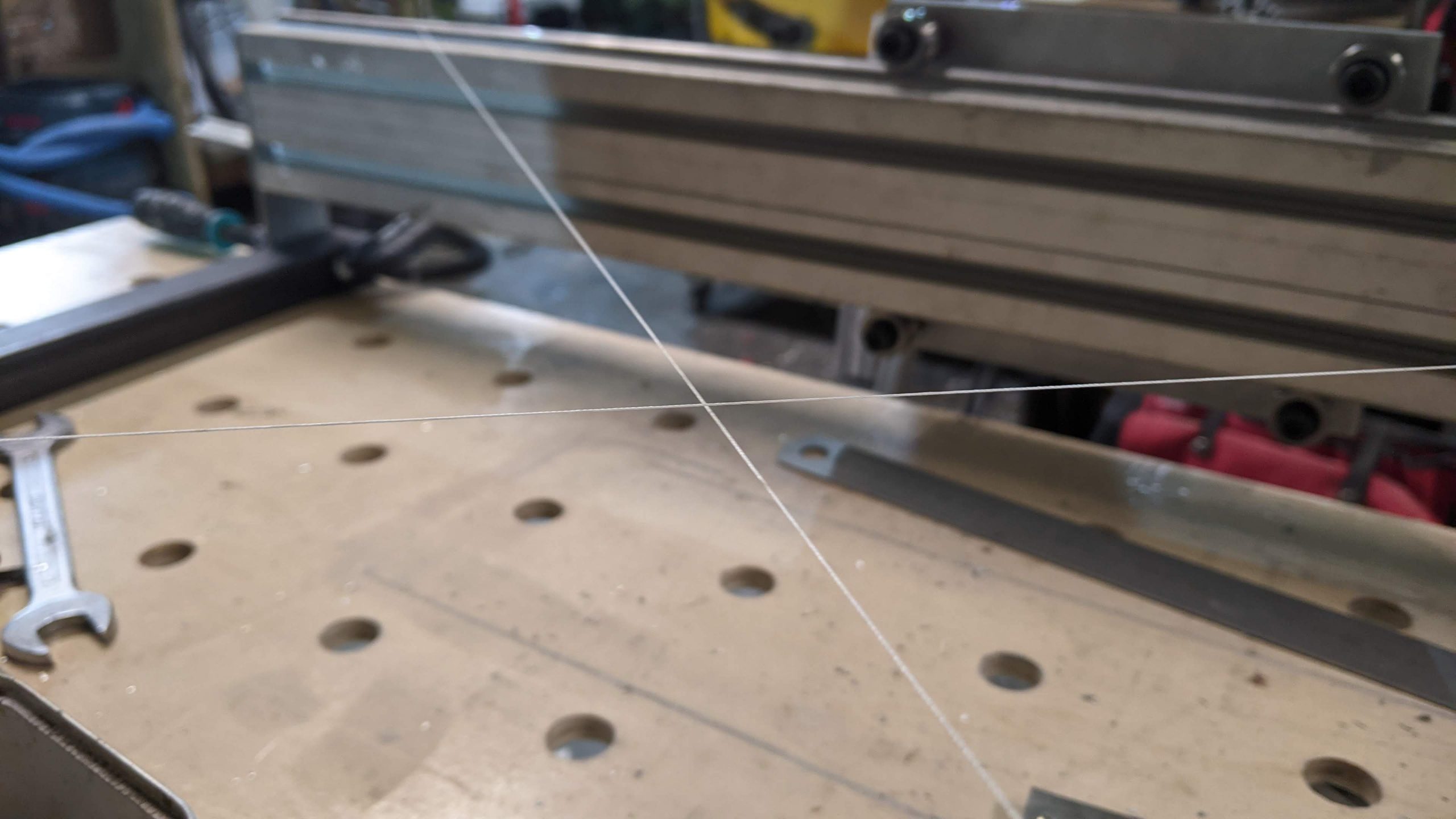
Je m’aide du laser pour tracer des lignes parallèles et pouvoir partir simultanément des 2 murs de la pièce. Et oui, il y a une séparation qui ne facilite pas la tâche.
On se rapproche du bout.
Bingo, la pièce est terminée. Enfin le parquet…
Les plinthes sont réalisées sur mesure en MDF.
Autour du poêle, je réalise une barre de seuil sur mesure à l’aide d’un fond de placard en tôle. Il est coupé et formé puis soudé.
Au moment ou j’ai fait ça, j’ai soudé à l’arc. Pas simple avec mon talent sur des tôles de 0.8mm. J’y arrive pas mal mais les soudures ne sont pas parfaites. J’utilise du mastic epoxy pour finir tout ça.
La barre est peinte et collée en place. Le résultat et plutôt propre. Je ne sais pas où j’aurais pu trouver une barre de seuil comme ça.
Après quelques mois, on est super contents du rendu. Le parquet collé ne raisonne pas du tout. L’isolant et les bandes faltex sur les lambourdes évitent tout grincement, on n’a pas l’impression que c’est posé sur des lambourdes. Pour un premier parquet, je suis content du résultat.