Après avoir utilisé quelques années mon ancienne imprimante 3D, je voulais en construire une plus précise et surtout plus fiable. Pas de réglage et d’ajustement sans fin comme la précédente. Simplicité et fiabilité. Je dispose maintenant d’un petit tour et d’une petite fraiseuse ce qui me permet de fabriquer des pièces précises en acier ou aluminium.
La nouvelle imprimante sera donc quasi intégralement en aluminium avec un design proche de la Prusa i3. Je conserve le principe de l’extrudeur déporté (bowden) pour avoir une tête d’impression légère et vibrant moins.
. Première étape, les tiges trapézoïdales du portique supportant l’axe X et Z sont percées pour être emboîtées / collées directement sur les arbres des deux moteurs Nema 17.
Perçage des vis trapézoïdales
Les vis sont collées sur l’arbre des moteursLe chassis
L’axe Y
Monté sur des plaques en alu épaisses, il est ajustable et renforce la rigidité de l’imprimante.
Supports de roulements pour Y
Simple mais efficace comme fixation.
Fraisage d’un des blocs pour X
C’est parti pour quelques copeaux.
Le bloc intégrant roulement et support moteur pour X
Préparation du tendeur de courroie pour X
le tendeur en place
La courroie est bien tendueFraisage d’un bloc de POMC
la fixation du chariot X portant Z
De rares plans sont réalisés avec LibreCAD.
Préparation des supports moteurs de Z
Tests de position du portiqueAvec le plateau YFabrication d’un support d’extrudeurL’extrudeur et son support
Le support est fabriqué rapidement à l’aide de la fraiseuse. Pour l’extrudeur, il est acheté. Sa fabrication ne serait pas rentable.
Le tendeur de courroie pour Y
Le portique X avec un capteur à induction et l’extrudeur
Un capteur à induction permet un nivellement automatique du plateau. Le firmware marlin gère une matrice de 9 points pour calculer l’assiette et la déformation éventuelle du plateau chauffant en aluminium.
Préparation de l’électroniqueIntégration d’un raspberry avec Octopi et d’un relais pour piloter l’alimentation
Un raspberry pi 3, une webcam et un relais viennent compléter le pilotage à distance de la machine. Via un navigateur web ou avec l’application mobile Printoid. Top !
Le pilotage à distance avec Octopi
L’imprimante est dans le garage et peut être ainsi surveillée à distance.
Le câblage avanceLe moteur de l’extrudeur
Vu le prix de 6$, inutile de chercher à le fabriquer.
Prête pour des testsRuban de LED intégré dans le chassis en aluminiunPremier « torture test »Coin coin
Les étapes qui restent à faire: Finir le carénage de l’imprimante, installer un ventilateur sur le portique X, réaliser quelques pièces pour améliorer l’imprimante: une chaîne porte câble, un boitier pour l’écran LCD, un cache pour le relais…
Les résultats sont à la hauteur de mes attentes, l’imprimante est fiable et la résolution à 0.1mm est atteinte sans problème à la vitesse de 80mm/s.
Vous avez une imprimante 3D ? La surface en verre ou en aluminium est recouverte de Kapton. C’est très pénible à changer, il faut recoller les nouvelles bandes sans aucun pli, bulle ou autre poussière. Voilà une astuce très simple: le liquide vaisselle.
Il suffit de tremper le Kapton dans de l’eau et du liquide vaisselle. Ensuite on laisse sécher. C’est tout 🙂
Adafruit vend une petite webcam USB à utiliser comme outil d’inspection pour vérifier ses soudures, lire les inscriptions sur les composants, ou s’amuser avec les enfants… C’est une sorte de microscope USB low cost mais qui donne néanmoins de très bon résultats, pour peu que l’on arrive à faire la mise au point correctement. En effet, celle-ci est manuelle et dépend de la distance lentille / objet et du niveau de grossissement. Une fois le grossissement choisit, il faut approcher / éloigner le microscope pour avoir une image nette. Avec le support de base, c’est quasiment impossible de maintenir une image stable.
Microscope
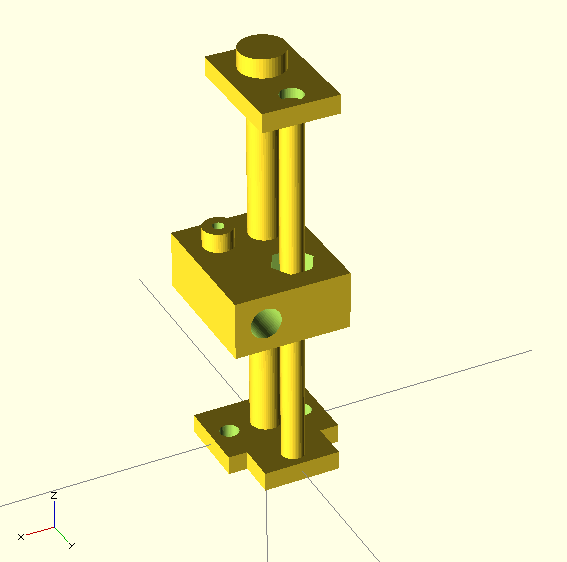
D’où l’idée de construire un support réglable !
Les pièces sont modélisées avec openscad puis imprimées sur mon imprimante 3D.
Support modélisé
Fixation bassePlaque de contreplaqué 3mmCoulisseau réglableCoulisseau réglableBras de supportVis de réglageFixation sur le support en boisRéglage de hauteurSupportMolette de réglageMolette de réglage
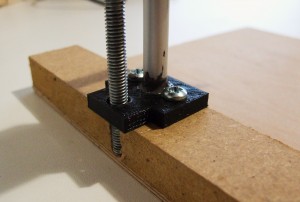
Les supports hauts et bas sont collés à l’epoxy ( JB weld, quel produit miracle 🙂
Tests 🙂
L’ensemble des fichiers pour reproduire les pièce est disponible sur Thingiverse.
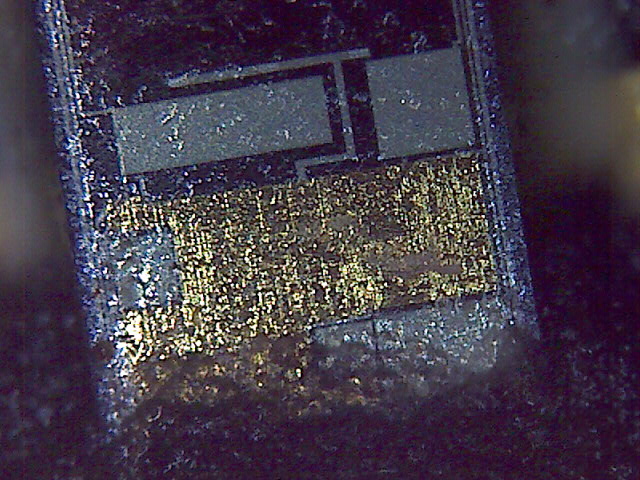
et voici pour finir ce bref article des images à divers niveaux de grossissement.
Capteur d’humidité x200Capteur d’humidité x10
Pour l’électronique, le grossissement x10 à x20 est largement suffisant. Au delà, c’est plus pour explorer l’infiniment petit 😉
P.S: vous avez vu, mes impressions sont quand même meilleurs qu’avant ! J’ai augmenté la température de l’extrusion de 185° à 220° ! Depuis fini les buses bouchées ou les bulles en cours d’impression.
Et oui, après pas mal de galères pour régler tout ça, l’imprimante marche. Il y a encore quelques ajustements à faire, mais rien de bien méchant. J’arrive à imprimer des couches de 0.15 mm ce qui me semble tout à fait convenable.
Depuis les derniers épisodes ( 1, 2, 3, 4 ) j’ai mis en place le support de la tête d’impression. Le support avait été modélisé à l’aide d’openscad puis les différentes parties découpées à la fraiseuse dans du PVC avant d’être assemblées par collage.
Hotend mount
Les deux roulements linéaires sont justes rentrés en force dans leurs logements. Il n’y a aucun jeu.
La suite concerne le moteur d’extrusion, c’est là que j’ai eu beaucoup de soucis. L’extrudeur est une pièce « temporaire » que je vais remplacer rapidement dès que je pourrais imprimer. De nombreux modèles existent, en particulier les modèles de type huxley ou les wades et leurs dérivés.
Dans l’immédiat je vais encore mettre à contributio openscad et la fraiseuse. J’ai à ma disposition, 2 engrenages et un moteur NEMA23.
Le modèle sera celui-ci:
OpenScad Model
Ce qui donne un truc monstrueux mais néanmoins fonctionnel
Extrudeur 1
Extrudeur 1
J’installe alors un tube en PTFE de 4mm de diamètre intérieur ( à trouver chez Weber métaux à Paris ) pour guider le filament entre l’extrudeur et la tête mobile. Tout marche à peu près, mais je galère avec l’entrainement du filament. Ca patine beaucoup, trop de pression sur le fil… bref pas terrible. Je le démonte et remonte plusieurs fois en changeant la pièce qui agrippe le filament: boulon taillé à la dremel, poulie crantée… tout y passe jusqu’au moment ou dans un nième démontage j’explose littéralement mon bel engrenage !
Quelle m… ne pouvant toujours pas imprimer, il faut trouver une autre solution. Je n’ai pas d’engrenage aussi gros… rien qui traîne 🙁
Je tombe alors sur un moteur NEMA 17, sa poulie et une courroie de la bonne taille. J’assemble tout ça rapidement et reprend mes tests.
Extrudeur 2
Pour entraîner le filament, j’ai opté pour un insert en laiton de 6 mm dans lequel j’ai taillé des dents à la dremel puis que j’ai collé avec de la cyano sur l’axe.
Ça marche enfin.
Les premières pièces peuvent sortir !
J’accumule les tests et les phases de calibrage en suivant ce qui est préconisé sur le site reprap et chez l’excellent richrap.
test 1
Pas terrible mais le carré est carré… un début.
S’ensuit de nombreux tests
encore des tests
Il y a même un « croco cochon » caché dans le tas de PLA !
De temps en temps, plus de plastique qui sort de la tête, galère… souvent au bout de 15 à 30 min d’impression… je démonte, remonte purge la tête… rien à faire jusqu’au moment ou je trouve un minuscule morceau de plastique ( probablement du PEHD ) qui s’est glissé dans la tête. Depuis que je l’ai viré, plus de soucis d’alimentation. Il faut dire que la tête de 0.35mm ne laisse que peu de marge pour laisser passer des cochonneries qui auraient pu se déposer sur le filamement…
Au bout d’un moment les bons réglages sont trouvés et des pièces fiables commencent à être produites…
Engrenage
puis d’autres…
Jeux d’engrenages
J’ai rencontré un problème qui n’est pas encore résolu: quand la tête « saute un vide », le PLA doit arrêter de couler pour éviter de laisser des filaments dans tous les sens. C’est pour cela que Slic3r que j’utilise prévoit un paramètre « retraction » qui permet de retirer le filament pour stopper son écoulement. Seulement quand je fais ça, c’est pire, je me retrouve avec des patés sur mes pièces.
patés
En réalité c’est du au « bowden tube » qui guide le filament, il y a 1mm de jeu qui absorbe et ralentit la rétractation du filament ce qui est contre productif et produit des patés. Pour le moment en attendant un tube de 3.19mm, j’ai désactivé le paramètre et le résultat est très correct.
Pour ce qui est de la vitesse d’impression, on peut surement mieux faire ( la mécanique de l’imprimante me permet de monter à 200 mm / s )
Slic3r
Mais je doit pour cela régler le problème de tube et améliorer le moteur de l’extrudeur. Le résultat est quand même à la hauteur de mes espérances, l’imprimante va pouvoir se mettre à jour dans les semaines qui viennent !
Voilà une vue d’ensemble de la bête 🙂
La bête
Reste à ranger le câblage, mettre l’électronique dans une boite… encore du boulot…
La machine tourne avec le firmware Marlin 1.0 RC
Elle est pilotée par le couple Slic3r ( 0.8.4 dev ) et pronterface le tout sous Linux bien entendu. Encore une chaîne opensource, open hardware !
Possédant maintenant une imprimante 3D et une fraiseuse, je trouve l’impression 3D absolument fascinante. On dessine un object ou on le télécharge sur « Thingiverse« , on clique sur imprimer et au bout de quelques (longues) minutes, on manipule un objet tout neuf qui n’a pas grand chose à envier à une production industrielle !
L’impression 3D pour tous, le révolution de demain ? Surement… avec de nouveaux enjeux…


 . Première étape, les tiges trapézoïdales du portique supportant l’axe X et Z sont percées pour être emboîtées / collées directement sur les arbres des deux moteurs Nema 17.
. Première étape, les tiges trapézoïdales du portique supportant l’axe X et Z sont percées pour être emboîtées / collées directement sur les arbres des deux moteurs Nema 17.